Триботехническое материаловедение и триботехнология - Денисова В. А.
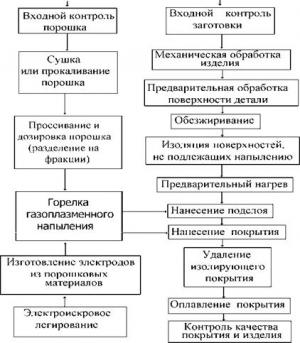
Рисунок 5.5 - Технологическая схема порошкового газопламенного напыления
Плазменное нанесение
покрытий из тугоплавких порошковых материалов осуществляется плазменной струей
с помощью специальной горелки - плазмотрона. Прочность сцепления покрытия
40...50 МПА, твердость 34... 67 НЯСэ, износостойкость при работе со
смазочным материалом в 1,5...2 раза выше исходного материала. Покрытие из
окислов алюминия, циркония, титана, хрома и др. позволяют повысить
жаропрочность. Для повышения износостойкости деталей используют осаждение
вещества из плазменной среды в условиях катодно-ионной бомбардировки в глубоком
вакууме. Для закаленных и цементированных сталей с температурой отпуска не
менее 250 оС рекомендуются покрытия из нитрида хрома, для закаленных
сталей с температурой отпуска не ниже 450 оС, для твердых сплавов
применяют покрытия из карбида и нитрида титана. Покрываемая поверхность имеет
шероховатость Яа < 1,25 мкм. Шероховатость после
покрытия не изменяется. Режущий инструмент из твердых сплавов покрывают одним
или несколькими слоями карбида или нитрида титана, гафния, циркония, окиси алюминия
и др. толщиной 1... 5 мкм химическим осаждением из газовой фазы при температуре
1000..
.1200 оС, в результате в 1,5...3 раза
повышаются показатели долговечности инструмента. На поверхности трущихся
деталей с шероховатостью Яа < 2,5 мкм наносят
антифрикционные металлические покрытия для улучшения прирабатываемости и
противозадирности. Покрытия наносят методом трения (диффузии) с использованием
в качестве смазочного материала технического глицерина и флюсов (хлористого
цинка, ортофосфорной кислоты).



 131
131 



