Триботехническое материаловедение и триботехнология - Денисова В. А.
Технология и параметры анодного
оксидирования:
Изделие или заготовку из алюминия или его сплавов помещают в ванну с
электролитом и подводят ток на электроды, один из которых закреплен на
заготовке, другой - на внутренней поверхности ванны. При взаимодействии
электрического тока, электролита и поверхностного слоя заготовки происходит
окисление алюминия с образованием оксида А1203.
Оксидирование проводят в кислых, нейтральных и щелочных растворах, что
обеспечивает разные свойства покрытий, сообразно природе электролита. Прочие
условия его получения (концентрация раствора электролита, напряжение, вид и
плотность тока, температура и продолжительность процесса), условия промывки, консервация
и дополнительная обработка позволяют их варьировать. На рисунке 5.4 показано
влияние продолжительности процесса () на толщину покрытия (И), на котором
выделены характерные области анодного процесса: 1 - анодное
оксидирование в безыскровом режиме; 2 - искровое
оксидирование; 3 -
микродуговое оксидирование; 4 - дуговое
оксидирование. Наиболее
интенсивный рост толщины покрытия наблюдается на 2 и 3 этапах процесса
оксидирования.
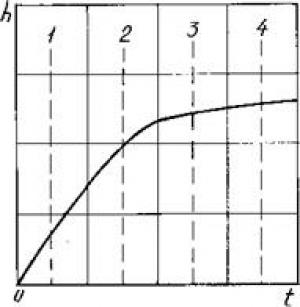
Рисунок 5.4 - Влияние продолжительности процесса МДО на толщину покрытия
Известно, что оксид алюминия
обладает не только высокой твердостью, но и большим модулем упругости, который
составляет около 430000 МПа.
Это открывает возможность
использовать полученные МДО покрытия для создания композиционных материалов с
повышенными упругими характеристиками. Однако получение таких материалов
ограничивается относительно небольшой толщиной формируемого покрытия (до
120.150 мкм), так как дальнейшее увеличение толщины приводит к образованию
пористости и связанной с ней хрупкости.



 127
127 



