Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности - А.Г.Печникова
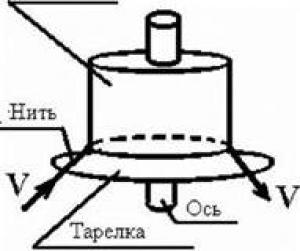
 Замасливающий
Замасливающий
цилиндр
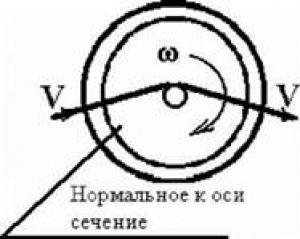
Силы продольного трения Ft,
которыми нить в силу своего протягивания действует на устройство, создают вращающий
момент относительно оси симметрии устройства и таким образом приводят
устройство во вращение, сообщая ему угловую скорость П . Однако вращение устройства
приводит к появлению сил Fn, действующих на него со стороны нити в
поперечном к ней направлении. Эти силы тормозят вращение устройства, создавая
тормозящий момент относительно его оси симметрии.
Если считать, что силы
продольного трения пропорциональны относительной скорости нити, а силы
поперечного трения между нитью и устройством пропорциональны угловой скорости
последнего, то вращающий и тормозящий моменты указанных сил можно будет
представить зависимостью (1), параметры которой определяются механическими
характеристиками замасливающего препарата, структурой и геометрией нити и
устройства:
С учетом возникающего в опорах момента сопротивления
вращению М,^ уравнение баланса моментов
представляется в виде П(¥ □
кП) □ ПП □ Мх = 0 (2)
и
устанавливает связь между кинематическими, геометрическими и механическими
характеристиками процесса и устройства.
Равномерность
нанесения замасливающего препарата на нить может быть обеспечена поддержанием
постоянства параметров процесса или надлежащей координацией изменений этих
параметров. Оба эти способа реализованы практически [1, 2], причем использование указанных
изобретений обеспечивало стабильную длину безотрывного шва (испытывалась нить
«Белан» 37ЛТ) порядка 200 м, в то время как при стандартном способе замасливания
длина безотрывного шва периодически снижалась до 25 - 30 м.



 25
25 



